Industrial Water Chiller

Industrial Air Conditioner

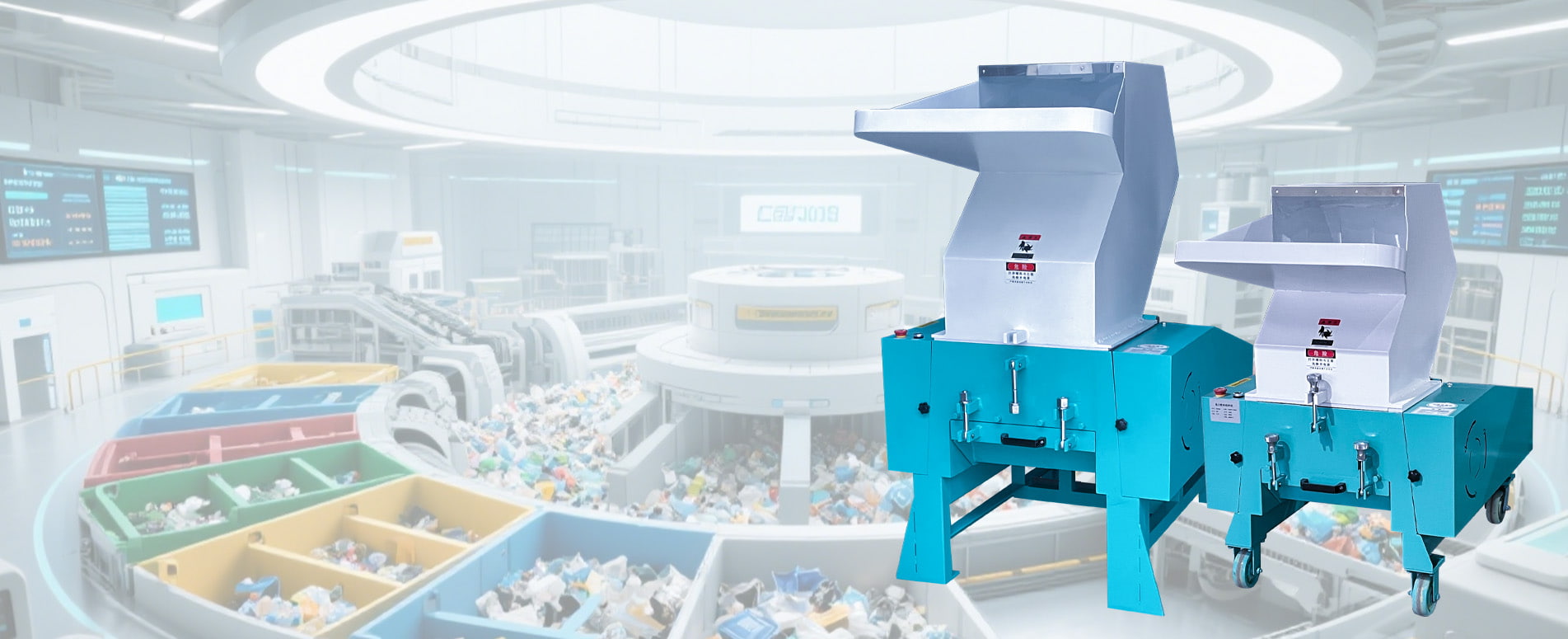
Industrial Crusher

Water/oil Type Mold Temperature Machine

Auto Loader

Dryer

Masterbatch Machine

Email Us: yuujuan@163.com

Industry experience (years)

Technical team

Annual output

Factory area(m2)






We have a professional team that has been deeply engaged in the field of injection molding auxiliary machines for many years. Our team members cover the entire chain of talents, including R&D, production, and after-sales. With the tacit understanding of efficient collaboration, the ingenuity of continuous innovation, and the customer-centric service concept, we provide global users with intelligent and customized auxiliary machine solutions, helping customers in the rubber and plastics industry.





The role and advantages of industrial chillers in industries with high refrigeration demand.

Business staff with more than ten years of industry experience Professional solutions are available
In food processing and storage industries, maintaining precise environmental conditions is essential for ensuring food safety, quality, and efficiency. 1. Industrial Chillers in Food Processing and Storage Industrial chillers are widely used to maintain consistent temperatures in food production and storage facilities. For example: Dairy Processing: Chillers ensure milk, cream, and other dairy products are cooled quickly during pasteurization and storage. Meat Processing: Chillers help maintain low temperatures in meat processing facilities to prevent bacterial growth and preserve freshness. Beverage Cooling: In beverage production, chillers regulate temperatures during mixing, fermentation, and storage stages to ensure product consistency and quality. Cold Storage: Chillers are used to maintain optimal temperatures for frozen and refrigerated food products. 2. Mould Thermostats in Food Packaging In food-grade plastic molding, mould thermostats ensure accurate temperature control during the production of packaging materials. This is essential for creating high-quality containers, trays, and bottles used for food storage and transportation. 3. Plastic Shredders in Food Packaging Recycling Plastic shredders play a critical role in recycling defective or excess food packaging materials. By breaking down plastics into reusable materials, shredders contribute to sustainable production practices and cost efficiency. 4. Masterbatch Machines for Food Packaging Masterbatch machines produce additive concentrates used in food-safe plastic packaging. These machines ensure packaging meets hygiene standards while offering consistent color and durability for food containers and films. 5. Industrial Evaporative Cooling Air Conditioning for Food Storage Evaporative cooling systems maintain cool, humidified air in food storage warehouses and production areas. This is particularly valuable for: Extending shelf life of fruits, vegetables, and other perishable items. Creating energy-efficient cold environments for bulk food storage. Reducing humidity levels to prevent spoilage in packaged food products. Benefits of Using Industrial Equipment in Food Applications Integrating industrial chillers, mould thermostats, plastic shredders, masterbatch machines, and industrial evaporative cooling air conditioning systems in food processing and storage offers numerous benefits: Energy Efficiency: Advanced equipment minimizes energy consumption while ensuring optimal performance. Food Safety: Precise temperature and environmental control prevent contamination and spoilage. Product Quality: Consistent environmental conditions preserve freshness and quality during production and storage. Sustainability: Recycling systems and energy-efficient equipment promote eco-friendly operations. Operational Efficiency: Automation and advanced controls improve production workflows and reduce downtime. Industrial equipment such as industrial chiller...
Learn More
In the pharmaceutical industry, precision and efficiency are paramount to ensure the safety, quality, and efficacy of medicines. Various industrial equipment plays a critical role in achieving these goals. Below are specific application scenarios of Industrial Chillers, Mould Thermostats, Plastic Shredders, Masterbatch Machines, and Industrial Evaporative Cooling Air Conditioning systems in pharmaceutical production and storage. 1. Industrial Chillers: Temperature-Sensitive Processes Scenario 1: Precision Cooling for Active Ingredient Synthesis During the synthesis of active pharmaceutical ingredients (APIs), exothermic chemical reactions release substantial heat. Industrial chillers are applied to cool reactors and maintain precise temperature control, preventing overheating that could affect chemical stability and yield. Scenario 2: Biopharmaceutical Fermentation Cooling In biopharmaceutical production, fermentation processes require strict temperature control to maintain ideal conditions for cell growth and enzyme activity. Industrial chillers ensure optimal temperature ranges, leading to consistent and high-quality yields of biopharmaceutical products. Scenario 3: Cold Storage of Vaccines and Biologics Temperature-sensitive pharmaceuticals like vaccines, biologics, and insulin require cold storage environments. Industrial chillers provide reliable and precise cooling to maintain storage temperatures between 2°C and 8°C, ensuring product stability and potency throughout the supply chain. 2. Mould Thermostats: Precision in Pharmaceutical Packaging Scenario 1: Injection Molding for Syringes and Vials Pharmaceutical-grade syringes, vials, and bottles are manufactured using plastic injection molding. Mould thermostats ensure precise temperature control of the molds, reducing defects like warping, cracking, or uneven thickness, which are critical for maintaining packaging integrity. Scenario 2: Production of Blister Packs Blister packaging is widely used to store tablets and capsules. Mould thermostats regulate the mold temperature to produce uniform and accurate packaging that provides protection against moisture, light, and contamination, extending the shelf life of medicines. 3. Plastic Shredders: Efficient Waste Management Scenario 1: Disposal of Defective Packaging Materials During pharmaceutical packaging, defective plastic components, such as rejected vials, caps, or blister packs, are shredded to prevent reuse and contamination. Plastic shredders efficiently break down these materials into small pieces for safe disposal or recycling. Scenario 2: Destruction of Expired or Contaminated Products Expired, damaged, or contaminated pharmaceuticals require secure and compliant disposal. Plastic shredders are integrated into waste management systems to shred plastic-based packaging and components, ensuring the materials are unrecognizable and preventing unauthorized reuse. Scenario 3: Recycling Non-Co...
Learn More
In plastic product manufacturing, maintaining precise temperature control, efficient waste management, and consistent product quality are essential for production efficiency and final product reliability. Industrial equipment such as Industrial Chillers, Mould Thermostats, Plastic Shredders, Masterbatch Machines, and Industrial Evaporative Cooling Systems play a crucial role in streamlining operations and ensuring optimal results. Below are their specific applications: 1. Industrial Chillers: Precision Cooling for Plastic Production In the plastic injection molding and extrusion processes, temperature control is critical to prevent defects such as warping, cracking, and shrinkage. Industrial chillers provide precise cooling for machinery and molds, ensuring: Stable Mold Temperatures: Chillers cool injection molds to maintain consistent product dimensions and reduce defects. Machinery Cooling: Cooling hydraulic systems and motors prevents overheating, reducing downtime and improving production efficiency. High-Quality Output: Consistent cooling improves surface finish and structural integrity of plastic components. 2. Mould Thermostats: Temperature Control in Molding Processes Mould thermostats ensure precise temperature regulation of molds during plastic manufacturing, enhancing product quality and production speed. Key applications include: Injection Molding: Thermostats maintain optimal mold temperatures, ensuring uniform material flow and minimizing defects like bubbles or uneven thickness. Blow Molding and Extrusion: Accurate mold temperatures enhance product consistency for items such as bottles, containers, and pipes. Shortened Cycle Times: By preheating molds to the required temperature, thermostats reduce cycle times, boosting production efficiency. 3. Plastic Shredders: Effective Waste Management Plastic manufacturing generates waste, including defective products, runners, and sprues. Plastic shredders process this waste for recycling or disposal. Key functions include: Material Recycling: Shredders break down plastic waste into granules, which are reused in production, reducing material costs. Waste Reduction: Effective shredding minimizes production waste, contributing to sustainable manufacturing practices. Cost Savings: Recycled materials reduce the need for virgin raw materials, lowering overall production costs. 4. Masterbatch Machines: Enhancing Plastic Product Quality Masterbatch machines produce color concentrates and additives that improve the appearance and performance of plastic products. Specific applications include: Uniform Color Distribution: Masterbatch ensures consistent and vibrant colors for plastic components, critical for branding and aesthetics. Functional Additives: Machines incorporate UV resistance, anti-static, and flame-retardant additives to enhance the durability and safety of plastic products. Cost Efficiency: Using...
Learn More
The working principle of industrial chillers mainly includes the following steps: Evaporation: Liquid refrigerant absorbs heat in the evaporator and turns into gas. This process reduces the temperature of the surrounding environment, thereby achieving a cooling effect. Compression: The gaseous refrigerant is pressurized by the compressor, the temperature rises, and it becomes a high-temperature and high-pressure gas. Condensation: The high-temperature and high-pressure gaseous refrigerant flows into the condenser, releases heat and turns into liquid through heat exchange with the outside air or cooling water. Expansion: Before the liquid refrigerant passes through the throttle valve and enters the evaporator, the pressure drops sharply and the temperature drops, preparing for the next cycle. Components of industrial chillers include: Compressor: Increases the pressure and temperature of the refrigerant and drives the refrigerant to circulate in the system. Condenser: Cools and liquefies the high-temperature and high-pressure refrigerant gas. Evaporator: The place where the refrigerant absorbs heat and vaporizes. Expansion valve: Controls the flow and pressure of the refrigerant. The application scenarios of industrial chillers are very wide, including but not limited to: Plastic processing: Provide a stable low-temperature environment for molds to ensure the quality and molding efficiency of plastic products. Metal processing: Provide cooling for cutting tools and welding areas to extend tool life and improve processing accuracy. Food processing: Used for cooling, refrigeration and preservation to ensure the quality and taste of food. Pharmaceutical industry: Ensure constant temperature and humidity in the production environment to meet the strict requirements of pharmaceutical production. Electronic manufacturing industry: Accurately adjust the water temperature to ensure that electronic components are produced at a specific temperature to avoid performance degradation. Food and beverage industry: Cool raw materials, equipment and products to ensure the stability of product taste, color and nutritional content. Mechanical processing and metal processing: Provide stable cooling water for equipment to prevent equipment from overheating and causing precision degradation and damage.
Learn More
As the world pays more and more attention to environmental protection, plastic recycling and reuse has become an important way to solve plastic pollution and resource waste. In the field of plastic recycling and reuse, the application of industrial chillers, mold temperature controllers, crushers, masterbatch machines and industrial evaporative cooling systems plays a key role. Application scenarios of industrial chillers: Industrial chillers are widely used for cooling and solidifying plastic particles in the process of plastic recycling and reuse. Recycled plastic materials usually need to go through processing steps such as melting and granulation, among which cooling is the key link to ensure the quality and stability of particles. Industrial chillers can provide a stable low-temperature cooling water source to ensure the temperature control of plastic particles during the processing process, thereby achieving high-quality reuse effects. Application scenarios of mold temperature controllers: Mold temperature controllers are widely used in plastic recycling and reuse, mainly in the molding process of plastic products. In the process of plastic recycling, plastic particles that have been crushed and impurities removed need to be reheated and molded to make new plastic products. The mold temperature controller ensures the temperature stability of the melting and molding process of plastic particles by accurately controlling the temperature of the mold, thereby improving product quality and production efficiency. Application scenarios of crushers: Crushers play a key role in plastic recycling and reuse, and are used to crush waste plastic products into granular materials suitable for subsequent processing. Crusher can quickly and efficiently crush waste plastic products into fragments of the required particle size for further processing and reuse. Through the application of crushers, the demand for raw materials in the plastic recycling process is reduced, and resource waste is reduced. Application scenarios of masterbatch machines: Masterbatch machines are used to add color and improve the appearance quality of plastic particles in plastic recycling and reuse. Recycled plastic particles usually need to be added with colorants and other additives to meet different product requirements. Masterbatch machines can evenly disperse colorants in plastic particles, ensure product color consistency and quality stability, and add more value to reused plastic products. Application scenarios of industrial evaporative cooling systems: Industrial evaporative cooling systems are used for waste gas purification and heat recovery in the process of plastic recycling and reuse. Various harmful gases and high-temperature exhaust gases are generated during the plastic recycling process. The industrial evaporative cooling system recycles heat energy and purifies harmful components in the exhaust gas through the evaporation and condensation cycle, thereby reducing envi...
Learn More
Industrial equipment plays a significant role in promoting environmental protection and energy efficiency across various industries. Advanced technologies and systems optimize energy use, reduce waste, and minimize the carbon footprint, contributing to sustainable operations. Industrial Chillers for Energy-Efficient Cooling Industrial chillers improve energy efficiency by providing precise temperature control while reducing energy consumption. Modern chillers use advanced compressors, heat exchangers, and refrigerants to minimize power usage. By maintaining optimal cooling conditions, chillers reduce waste heat in manufacturing processes, ensuring energy savings and improved operational efficiency. Mould Thermostats for Process Optimization Mould thermostats contribute to energy conservation by optimizing heating and cooling cycles in plastic and metal molding processes. By maintaining consistent mold temperatures, these systems reduce energy loss, shorten production cycles, and minimize resource waste, leading to efficient use of energy and materials. Plastic Shredders for Waste Reduction and Recycling Plastic shredders play a critical role in waste management and resource recovery. By breaking down plastic waste into reusable granules, shredders enable recycling and reuse, reducing the demand for virgin materials. This promotes circular economy practices, minimizes landfill waste, and lowers energy consumption associated with producing new materials. Masterbatch Machines for Sustainable Product Enhancements Masterbatch machines enable the incorporation of eco-friendly additives into plastics, such as biodegradable compounds, UV stabilizers, and flame retardants. These machines help improve the durability and sustainability of plastic products, reducing waste and extending product life cycles, thus contributing to energy-efficient and environmentally conscious manufacturing. Industrial Evaporative Cooling Systems for Low-Energy Climate Control Evaporative cooling systems provide a sustainable alternative to traditional air conditioning by using water evaporation to cool air. These systems consume significantly less energy compared to conventional HVAC systems, making them ideal for large industrial spaces. They help maintain optimal working conditions while reducing energy costs and carbon emissions. Heat Recovery Systems for Energy Optimization Industrial processes generate large amounts of waste heat. Heat recovery systems capture and reuse this energy to heat water, generate steam, or support other processes. This reduces energy demand, lowers operational costs, and minimizes greenhouse gas emissions. Automation and Monitoring for Energy Management Advanced automation systems and energy monitoring tools help industries optimize energy usage by tracking real-time consumption and identifying inefficiencies. By integrating smart technologies, industries can reduce energy waste, improve process efficiency, and m...
Learn More
Industrial chillers are essential in the chemical industry, where precise temperature control is critical for ensuring safety, efficiency, and product quality during various processes. Chemical Reactor Cooling: Many chemical reactions are exothermic, releasing significant amounts of heat. Industrial chillers are used to maintain stable temperatures in reactors, preventing overheating that could compromise reaction outcomes or result in hazardous conditions. Distillation and Condensation: In distillation processes, industrial chillers provide the necessary cooling to condense vapors back into liquid form. This is crucial for solvent recovery, separation of chemical components, and achieving product purity. Heat Exchanger Support: Industrial chillers work with heat exchangers to cool chemical fluids and maintain optimal process temperatures. This ensures consistent performance in large-scale operations such as petrochemical refining and polymer production. Storage of Heat-Sensitive Chemicals: Many chemicals, such as solvents, reagents, and intermediates, degrade at high temperatures. Industrial chillers provide low-temperature cooling systems for chemical storage tanks, ensuring product stability and longevity. Cooling During Polymer and Resin Production: The production of plastics, resins, and polymers generates significant heat. Industrial chillers control the cooling of these materials to ensure proper solidification, dimensional accuracy, and overall product quality. Equipment Protection: Industrial chillers prevent overheating of critical machinery such as pumps, compressors, and mixers used in chemical processes. Maintaining equipment temperatures enhances operational safety, reduces wear, and minimizes downtime. Environmental Control: In chemical plants, chillers help regulate ambient temperatures in production areas, protecting both workers and heat-sensitive processes from external temperature fluctuations.
Learn More

Huizhou Pengqiang Machinery Co., Ltd. Unveils New Industrial Evaporative Cooling Air Conditioner, Pioneering a New Era in Industrial Refrigeration Recently, Huizhou Pengqiang Machinery Co., Ltd. has proudly launched its latest industrial evaporative cooling air conditioner. With its exceptional performance and innovative technology, this product is set to redefine the landscape of industrial refrigeration, delivering efficient, energy-saving, and environmentally friendly cooling solutions across various industries. Innovative Technology and Superior Performance The new industrial evaporative cooling air conditioner integrates advanced evaporative cooling technology with an optimized refrigeration system design. Leveraging the principle of heat absorption through water evaporation, it rapidly and efficiently lowers indoor temperatures. Compared to traditional industrial refrigeration equipment, it achieves significant energy savings, drastically reducing operational costs for enterprises. Its unique condenser structure design enhances cooling efficiency, ensuring stable operation in all types of complex industrial environments. Technical Highlights Intelligent Control System: Dynamically adjusts cooling capacity and air volume in real time based on environmental temperature, humidity, and load changes, achieving a perfect balance between energy efficiency and comfort. High-Quality Corrosion-Resistant Materials: Engineered to withstand harsh industrial conditions, the equipment ensures prolonged service life and reduced maintenance frequency. Optimized Air Duct Design & Noise Reduction Technology: Delivers strong air supply while significantly minimizing operational noise, creating a more comfortable working environment for employees. Diverse Application Scenarios The industrial evaporative cooling air conditioner caters to industries with strict temperature control requirements, including: Electronics Manufacturing: Maintains precise constant temperature and humidity in workshops to ensure production stability and product yield. Mechanical Processing: Provides reliable cooling for high-load machinery operations. Chemical Industry: Its exceptional corrosion resistance guarantees long-term reliable operation in complex chemical environments. Food & Beverage Industry: Ensures optimal storage and production conditions for perishable goods. Commitment to R&D and Customer-Centric Solutions Pengqiang has always been dedicated to the research and innovation of industrial refrigeration technology, and the launch of this new product is a powerful demonstration of its technical prowess. A company spokesperson stated: "We consistently focus on customer needs, continuously exploring new technologies and processes to provide better and more efficient refrigeration solutions for various industries. This industrial evaporative cooling air conditioner embodies the wisdom and efforts of our team, and we believe it will inject n...


Recently, Huizhou Pengqiang Machinery Co., Ltd., a key enterprise in the field of injection molding auxiliary machinery, made its appearance at the international industrial exhibition held in Saudi Arabia. Focused on the latest technologies and equipment in the industrial manufacturing sector, this exhibition attracted numerous enterprises from around the world, establishing an important platform for industry exchanges and cooperation. Pengqiang Machinery showcased a series of self-developed injection molding auxiliary machinery products at the exhibition, including advanced chillers, efficient conveying equipment, and innovative peripheral supporting equipment for injection molding machines. These products not only reflect the company's profound technical accumulation in injection molding auxiliary machinery but also incorporate the latest intelligent control technologies. With features such as high precision, high stability, energy efficiency, and high performance, they can meet the diverse needs of different customers during the injection molding production process. In recent years, guided by Saudi Arabia's Vision 2030, Saudi Arabia has been vigorously promoting economic diversification and increasing investment in non-oil industries such as manufacturing. The development of its extensive infrastructure construction, construction industry, and manufacturing sector has created broad market space for industrial equipment such as injection molding auxiliary machinery. Seizing this market opportunity, Pengqiang Machinery actively participated in the Saudi exhibition with the aim of introducing high-quality products and services to the Saudi market and helping to enhance the production efficiency and product quality of the local injection molding industry. During the exhibition, the booth of Pengqiang Machinery attracted the attention of many professional visitors and purchasers from Saudi Arabia and surrounding regions. The company's staff provided detailed introductions to the product performance, advantages, and application cases for visiting customers and demonstrated the operation procedures of the equipment on-site. Many customers showed great interest in Pengqiang Machinery's products and had in-depth discussions with the staff on technical details of the equipment, customized services, and cooperation models. Some customers also expressed preliminary cooperation intentions. According to relevant responsible persons of Pengqiang Machinery, participating in this Saudi exhibition is an important measure for the company to expand its international market. Through direct communication with local customers and industry professionals, the company can not only gain a better understanding of the characteristics of the Saudi market demand but also further enhance its brand's popularity and influence in the international market. In the future, Pengqiang Machinery will continue to increase investment in ...


Copyright @2024 Pengqiang Intelligent Technology Group (Guangdong) Co., Ltd.
 Network Supported
Network Supported

 English
English  English
English русский
русский қазақ
қазақ o'zbek
o'zbek